If you’re confused about which MIG welding polarity settings you should be using for flux core wire, and for solid wire…
…then this article will quickly clear things up for you.
Here’s why it’s so important to set polarity for MIG welding correctly…
If you’re using your MIG welder with flux core wire, and you have it set on the wrong polarity, you’ll quickly notice that your welds will look nasty, like this…
You’ll notice lots of spatter. This image was from using flux core wire on the wrong polarity setting.

If you want to avoid this headache, then make sure you switch your MIG welding polarity settings any time you change from solid wire to flux core wire.
If you’re not sure what the difference is between using solid MIG welding wire and gasless (or flux core wire), it’s pretty simple.
We use solid wire when we’re using a MIG shielding gas, and that’s typically C25 gas (25% carbon dioxide and 75% argon) when welding mild steel.
For other processes like aluminum, you would use 100% argon shielding gas.
The reason we use gas is that it shields the weld puddle from the contaminants in the atmosphere that can wreak havoc on the weld’s appearance and strength.
With flux core wire, there’s no need for a shielding gas because the shielding agent is inside the wire, and when the arc starts, it acts as the shielding agent.
Learn more: MIG Welding Wire Types & Uses
Direct Current Electrode Negative
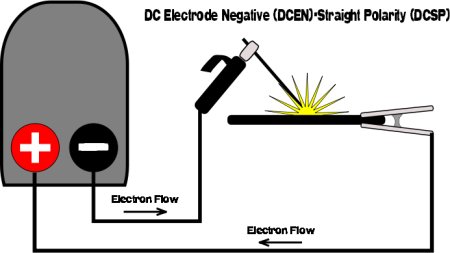
So, for gasless MIG welding polarity (when using flux core wire), your MIG welding polarity settings should be set to direct current electrode negative (or DCEN).
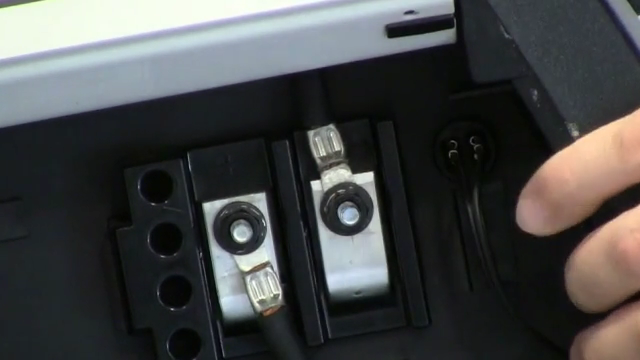
With DCEN, the negative terminal inside your machine is hooked up to your electrode (your MIG gun) while the positive terminal is hooked up to your ground.
Electrons flow from negative to positive, so with DCEN, the electrons are traveling from the machine to the MIG gun. They then travel through the workpiece and ground cable, then back to the machine.
It’s the opposite for DCEP.
Direct Current Electrode Positive
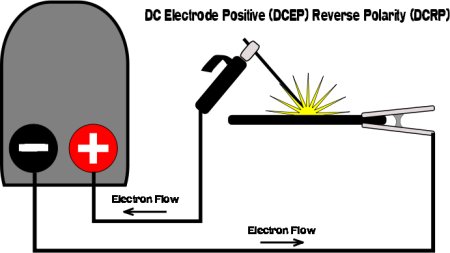
For DCEP, you now have your positive terminal hooked up to your electrode. The electrons now travel in the reverse direction (from the machine through the ground cable, and back in through the MIG gun.)
I hope this helps you with your MIG welding polarity change.
If you want to learn more, check out my other post on important MIG welding settings here.

We know DCEN is better for gasless welding. But which is better for gas shield welding, DCEN Or DCEP?
Thanks.
DCEP is better for gas shield welding.