
Do you know how to pick the right wire for your welding project?
Can you do it without spending 30 minutes on Google search?
If you’re new to welding, there’s a high chance you answered “no” to both questions — and that’s okay.
Gas metal arc welding (GMAW), also known as metal inert gas (MIG) welding, is one of the most popular welding techniques among beginners. But, many new welders struggle to select the right wire for their projects.
Read on to learn more about different types of MIG wires, their classifications, sizes, and how to choose a proper wire for your MIG welding projects.
MIG Wire Types
There are two main types of MIG wires: solid wire and flux-cored wire.
Solid Wire
MIG welders use “standard” solid wires that require a shielding gas to protect the weld puddle and prevent atmospheric contamination. The shielding gas you need for MIG depends on the material you’re welding, although carbon dioxide and 75% argon are the standard go-to options.
Typically, these wires are mild steel-plated with copper — an excellent choice for welding thin stock and materials such as aluminum.
Solid MIG wires come in a variety of diameters and are more affordable than flux-cored wires. They create good, sturdy welds while producing little spatter and no slag, making MIG welding a neat process.
However, solid wires may not be the best option for every welding task as they don’t perform well outdoors and are unsuitable for MIG welding cast iron and thick stock.
Pros:
- More affordable than flux-cored wires
- Minimal spatter/ less need for cleaning after welding
- Better wire option for welding thin stock
- An excellent choice for welding aluminum
Cons:
- Requires a shielding gas to protect the weld
- Not the best wire option for outdoor conditions
- Not suitable for welding cast iron
- Not suitable for welding dirty metals
Wire Sizes
MIG welding has multiple wire sizes because you can’t weld materials of different thicknesses with just one size of wire.
Instead, you need to choose the wire size according to the thickness of the metal you’re welding.
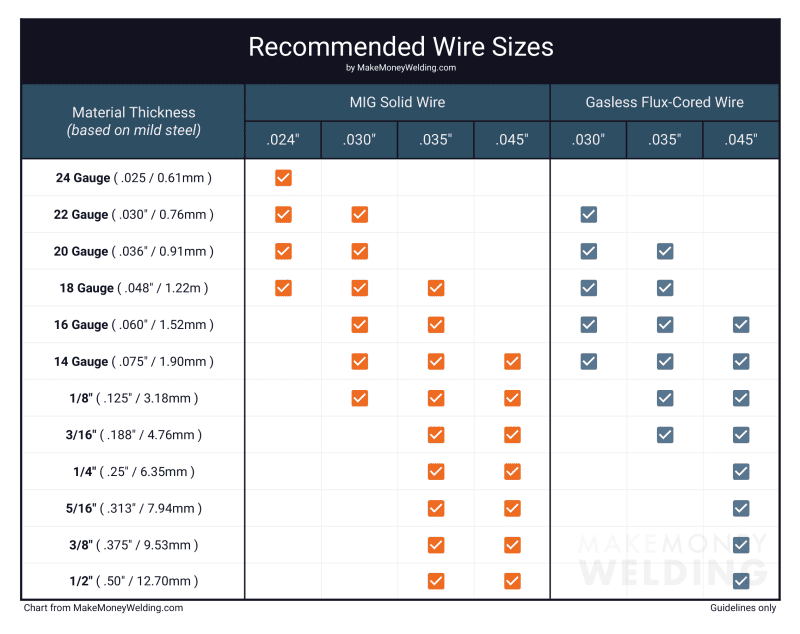
For example, when welding sheet metal, the most common wire sizes are 0.35 and 0.45 inches. However, when welding thin steel, you’ll probably need a solid MIG wire with a smaller diameter, either 0.24 or 0.30 inches.
Below is a full chart of recommended wire sizes based on the thickness of the welded material:
Classifications
The American Welding Society provides a classification system for different MIG solid wires, and each wire has different codes. Solid MIG wires are classified under the code AWS A5.18.
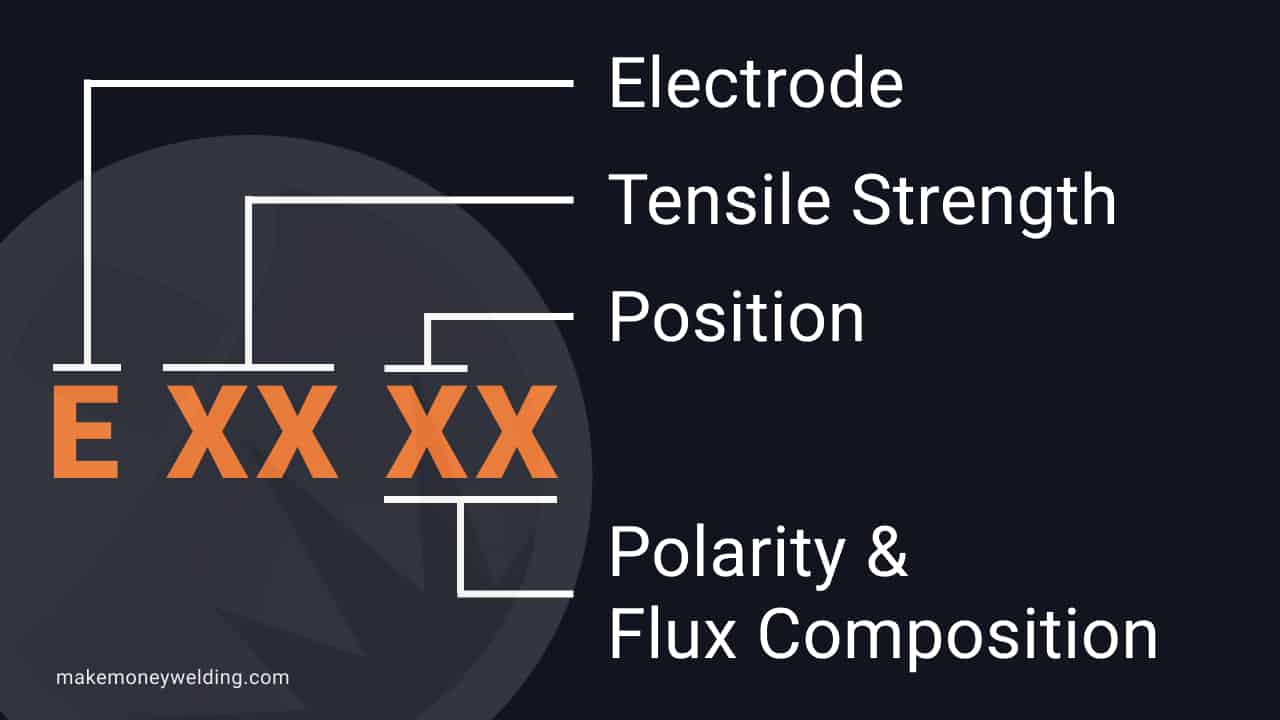
One of the most common MIG wires for mild steel has a classification code ER70S-6, which indicates the following:
- ER: Electric rod
- 70: This number represents the minimum tensile strength of the weld metal, displayed in pounds per square inch (PSI), which is multiplied by 1,000
- S: This means that the wire in question is solid
- 6: This number, which occasionally also contains a letter, represents the chemical additives inside the wire, which may affect your machine’s polarity settings. For this particular wire, the number 6 means that the wire contains more deoxidizers, allowing you to weld steel that’s rusty or dirty
The ER70S-6 wire is frequently used with 100% carbon dioxide or 75/25 argon/carbon dioxide.
Here is a list of other frequently used MIG solid wires:
- ER70S-3: This is another wire mostly used for welding mild steel. It contains manganese deoxidizers and silicone and is commonly used with 100% carbon dioxide or 75/25 argon/carbon dioxide.
- ER5056, ER5356, ER4043: These wires are commonly used when welding aluminum. The ER5056 is a soft wire with good ductility; the ER5356 is slightly stiffer and has higher tensile strength, while the ER4043 is an all-position MIG solid wire.
- ER308, ER316, ER308-L: These wires are commonly used for welding stainless steel. In the ER308-L wire, the L indicates low carbon, which protects against corrosion and increases corrosion resistance.
These classifications also indicate the type of alloy in a MIG solid wire. Different types of MIG solid wires with various alloys enhance the welding experience and improve weld quality based on the material you’re welding.
Welder Settings
Besides choosing the right MIG wire, you must also adjust the MIG machine settings to make a successful weld.
The table below contains all the needed information on how to set controls on your welding equipment and which type of gas to use depending on the welding process you want to perform.
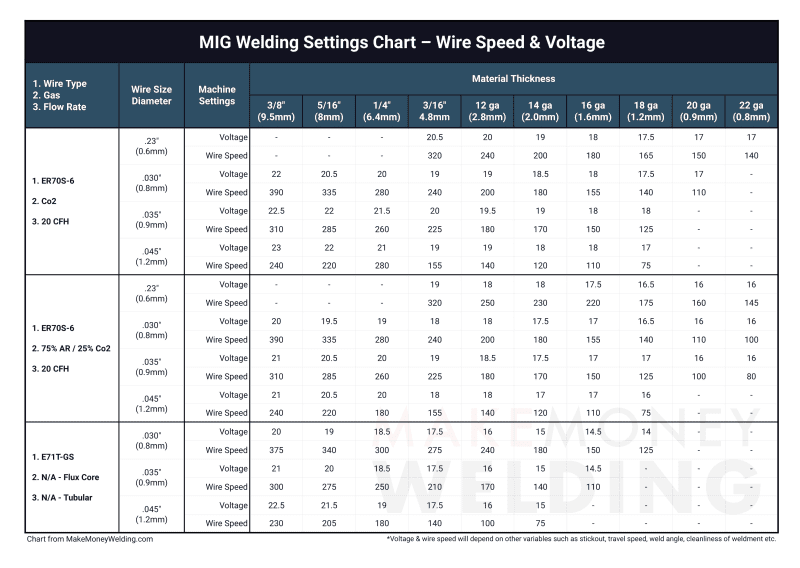
The voltage speed can vary based on several parameters, including:
- Travel speed
- Weld angle
- Stickout
Buying Solid Wire
Another thing to keep in mind when purchasing MIG solid wires is the quantity and size of the rolls. If unsure how to buy an adequate solid wire, you can follow these steps:
- Determine the necessary wire size: Choose the wire size according to the thickness of the welded material and the amperage setting.
- Consider the material you’ll be welding: You can weld various metals using MIG welding. You should consider the material when choosing a wire because the material will influence the thickness and composition of the wire you’ll need.
- Determine if the tensile strength is important: Some MIG wires contain alloys that increase their tensile strength. When purchasing a wire, you should know the tensile strength to ensure it’s suitable for the application you plan on using it for.
- Select the wire spool size: Industrial welders usually require wires with larger spools of wire, while non-industrial welders need smaller spools.
For example, YesWelder offers ER706-S on a 10-pound spool, while PGN offers ER706-6 on an 11-pound spool.
Flux-Cored Wire
Unlike solid MIG wires, which require a shielding gas, flux-cored wires don’t. These wires contain flux inside them, which acts as the shielding gas with solid MIG wires and protects the welding puddle.
Because of that, many refer to flux-core welding as gasless MIG welding, although this technique is typically known as flux-cored arc welding (FCAW).
As these wires don’t require a gas tank, they allow you better mobility and are excellent for welding outdoors. Another essential thing to note is that flux-cored wires can be:
- Self-shielding
- Dual shielding
The flux-cored wires are more durable, and they tolerate rust, paint, and dirt much better than MIG solid wires. Also, they are an excellent option for welding cast iron, steel, and thick stock but are unsuitable for welding aluminum and thin stock.
These wires are more expensive than regular MIG wires, but as they don’t require a gas tank, your overall costs might be even lower than for regular MIG welding.
Pros:
- No need for a gas tank
- Better mobility
- Tolerate rust, paint, and dirt
- Great for welding in outdoor conditions
- An excellent option for welding cast iron, steel, and thick stock
Cons:
- These wires are expensive
- They produce more spatter and slag than MIG solid wires
- Not suitable for welding aluminum and thin stock
Wire Sizes
Like regular solid MIG wires, flux-cored wires come in various sizes. There’s no such thing as a wire that works for all welding solutions, which is why you need to select the wire based on several parameters, including:
- The appearance of the weld
- Welding location
- Material and its thickness
- Welder settings
Flux-cored wires come in multiple standard MIG sizes, including:
- .023 inch
- .030 inch
- .035 inch
- .045 inch
- .052 inch
- 1/6 inch
- 5/64 inch
- 3/32 inch
Classifications

Before we get into the classification of flux-cored wires, you should know that there are multiple types of flux-cored wires with different alloys.
The thing with flux-cored wires is that you need a different wire depending on the material you’re welding, which is why it’s essential to know which alloy the wire contains and for which material you can use it.
The American Welding Society classifies carbon steel flux-cored wires under the code AWS A5.20.
Their classification is slightly different than for regular MIG wires, so instead of ER, that’s used to classify MIG wires, flux-cored wires start with an E that stands for electrode. Also, instead of an S used for MIG wires, flux-cored wires showcase either a T (tubular wire) or C (composite wire).
As an example, we can look at the E70C-6, which is a flux-cored wire with general purpose, which indicates the following:
- E: Electrode
- 7: This number represents the tensile strength multiplied by 10,000
- 0: This number represents the welding position; in this case, the zero means that this flux-cored wire is only suitable for flat and horizontal welding
- C: Composite wire
- 6: The same as with solid MIG wires, this number represents the chemical additives inside the wire and can occasionally contain a letter as well
Here is a list of other frequently used flux-cored wires:
- E71T-GS: This is a single pass flux cored wire for welding mild and galvanized steel. The GS in this classification means that the wire is open to manufacturer interpretation, meaning you should always check the details about it
- E70T-6: This is a general-purpose flux-cored wire for welding in a flat or horizontal position
- E71T-11: This can be a single pass or a multi-pass wire that is commonly used when making butt or lap welds, even when the conditions are windy
In building construction, one of the most common flux-core wires is the Lincoln Innershield 232 (NR-232), which falls under the classification E71T-8.
In this flux-core wire, the number 1 means that you can weld in all positions, while the number 8 signifies that this wire has low hydrogen.
The reason why this flux core wire is so popular is that it contains structural elements that meet the California seismic requirements, as well as AWS D1.8 seismic requirements. However, the seismic toughness of this wire frequently makes it hard to work with.
Below, you can see a chart with working recommendations for using NR-232:
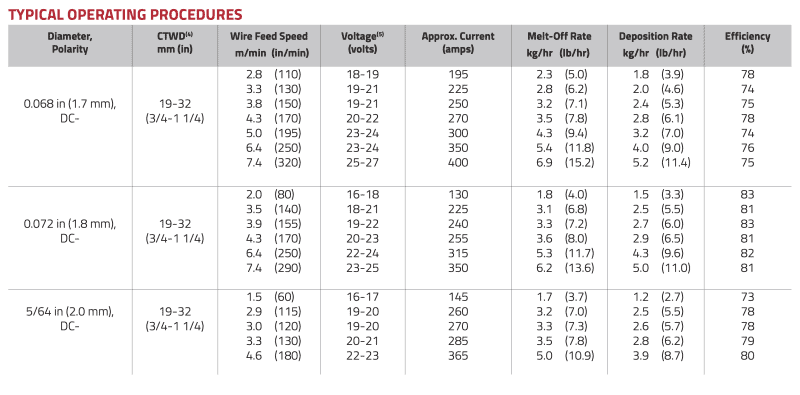
The .068 represents the wire diameter, while the CTWD stands for contact tip to work distance, affecting the current amount that moves through the joint. The polarity should be DCEN, while the deposit rate section allows you to calculate the amount of wire you’ll need for a specific project.
Dual Shielding
While there are regular flux core wires, there are also dual shielding flux core wires. They are different from regular flux core wires because they use the flux from the wire and an additional gas to protect the weld.
Because of that, most people refer to these wires as gas-shielded, while they refer to this process as dual-shielded flux-cored welding (FCAW-G).
The gas dual shielding flux core wires typically use 100% carbon dioxide or a carbon dioxide/argon mixture. These wires are typically easy to control and produce clean, neat welds.
One of the examples of dual shielding flux core wire has the classification of E71T-1C JH8, which indicates the following:
- E: Electrode
- 7: This number represents the tensile strength measured in PSI times 10,000, which is, in this case, 70,000 PSI
- 1: Suitable for welding in all positions
- T: Tubular wire
- 1: This is the specification that represents the wire usability (the numbers can range from 1 to 14). In this situation, the number 1 indicates that the wire contains acidic chemical additives. That said, this wire has a rutile slag system, which creates low spatter and slag and provides good weldability
- C: This letter represents the needed gas, which is, in this case, carbon dioxide (If you see a letter M, you should use a mixture of carbon dioxide and argon)
- JH8: These are optional codes; the J means that the electrode has improved toughness; H8 signifies the maximum amount of diffusible hydrogen this wire can contain
Buying Flux-Cored Wire
Like regular MIG wires, flux-cored wires come in various rolls of different weights and sizes.
As mentioned above, one of the most popular flux core wires is the Lincoln Innershield 232 (NR-232), which comes in different size wire spools ranging up to 50 pounds.
While most people go for smaller sizes, purchasing a flux wire spool of 50 pounds can be beneficial because it’s cheaper than buying multiple smaller spools.
Other popular flux core wires include:
- Hobart H222108-R22 with a 10-pound spool
- Forney 42300 Flux Core Mig Wire with a 2-pound spool
- ARCCAPTAIN E71T-GS with a 2-pound spool
FAQ
Do I need a different MIG wire for stainless steel?
For welding stainless steel, you should look for a stainless steel MIG wire, with the best options being 309 and 316 wires.
When MIG welding stainless steel, it’s not a good option to use a regular solid MIG wire because they are typically low carbon, meaning they can easily rust. Using a regular wire would put your weld at risk of rusting, which is unsuitable for good welding joints, as it would cause them to become brittle and crack.
Also, remember to choose a suitable shielding gas, preferably with less than 5% carbon dioxide.
Why is aluminum wire more difficult to feed with a MIG welder wire feeder?
Aluminum wire is more difficult to feed with a MIG wire welder because it is much softer than steel wires.
Some of the most common problems with aluminum wire feed are:
Birdnesting
Burnbacks
Erratic arc
When purchasing an aluminum MIG wire, try to look for a high-quality wire with a smooth finish. Also, when setting up the wire feed, you must set the break tension accordingly to prevent overspooling.
However, you could use a spool gun to help feed the wire and make the welding process less messy, and your welds look neater.
What is 0.6 MIG wire used for?
The 0.6-millimeter MIG wire is used for welding mild steel. Typically, this wire is used with 100% carbon dioxide or a carbon dioxide/argon mixture, and it’s suitable for various material thicknesses, ranging from 3/15 inch to 22 gallium.
What is 0.8 MIG wire used for?
The 0.8-millimeter MIG wire is used for welding mild steel with either 100% carbon dioxide or a carbon dioxide/argon mixture. This wire diameter is suitable for various material thicknesses, ranging from ⅜ inch to 22 gallium, depending on the wire type, gas, and flow rate.
Should I use a .30 or .35 welding wire?
The .030-inch and the .035-inch wire are quite similar, but each has characteristics that make them suitable for different usages.
Before you decide on which of these wires you should use for your next welding project, you should consider these factors:
Material thickness
Welding machine ability
The .030-inch wire is more suitable for thinner metals and welding machines with lower amperage, while the .035 inch wire is better for thicker materials and needs higher amperage.
Wrap Up
There are a lot of factors that need to be considered when selecting the right wire for your MIG welding projects.
But with time and practice, you’ll learn how to choose a MIG weld wire with ease. For now, I recommend focusing on the most common rod classifications before trying to learn the rest.
To help your learning, check out the American Welding Society for handbooks, or visit a local library nearby. If you work with experienced welders, don’t be afraid to ask them for help.
And you can always leave your questions in the comment section, and I’ll answer them when I can.
